What is Machine Vision?
Definition, Applications, and Trends
Introduction to Machine Vision

Machine vision is a transformative technology that combines computer science and image processing techniques to enable automated visual inspection and analysis in various industries. This article aims to provide a comprehensive understanding of machine vision by defining its principles, exploring its applications in industrial production and manufacturing processes, including automated inspection, quality control, product sorting, and robot navigation, and discussing the future trends that hold potential for further advancements in this field.
What is Machine Vision?
Machine vision refers to the use of machines to replace or even surpass human visual capabilities. It is a technology that analyzes images through computer systems by employing various image processing algorithms and pattern recognition techniques to enable computer systems to understand and interpret image content. Machine vision systems typically consist of image acquisition devices, image processing algorithms, and decision systems.
Difference between Machine Vision and Computer Vision
Although the terms machine vision and computer vision are sometimes used interchangeably, they have slightly different meanings:
Machine Vision
Machine vision focuses on the use of vision systems in industrial applications, particularly in manufacturing and quality control. It involves the use of specialized hardware and software to acquire, process, and analyze images for automated inspection and decision-making. Machine vision systems are designed to perform specific tasks and are often optimized for speed, accuracy, and robustness in industrial environments.
Computer Vision
Computer vision is a broader field that encompasses the study and development of algorithms and techniques for extracting information and understanding images or videos. It aims to enable computers to interpret and analyze visual data like humans do. Computer vision algorithms can be applied to a wide range of applications, including robotics, autonomous vehicles, augmented reality, and medical imaging, in addition to industrial applications.
Components of Machine Vision Systems
Machine vision systems consist of several key components that work together to achieve automated visual inspection and analysis. The essential components include the host computer, frame grabber, image processor, camera, illumination device, image display, and mechanism and control system. The host computer serves as the central processing unit, while the frame grabber and image processor capture and process image data. The camera captures the visual information, and the illumination device provides appropriate lighting conditions. The image display allows for visual feedback, and the mechanism and control system enable precise movement and operation. Together, these components form the foundation of machine vision systems, enabling efficient input, analysis processing, and output of visual data.
Applications of Machine Vision
Machine vision has broad applications across various industries. Here are some common application areas:
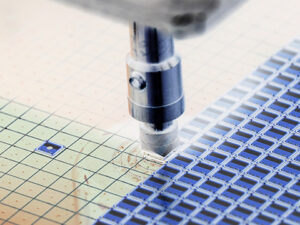
Product Quality Control
Machine vision enables automated quality control by detecting product appearance, dimensions, defects, and other features. It can quickly and accurately identify surface defects, foreign objects, or other undesirable characteristics and classify and process non-compliant products.
Component Inspection
In the manufacturing process, machine vision can be used to inspect the correct assembly and positioning of components. It determines whether the components are correctly installed and the positions are accurate through image matching and measurement techniques. This helps ensure product quality and consistency.
Automated Assembly
Machine vision plays a crucial role in automated assembly processes. It guides robots or automated equipment in accurate assembly operations by identifying and locating components. This improves assembly speed and accuracy while reducing the need for manual labor.
Robot Navigation
Machine vision enables precise positioning and navigation for robots. By analyzing image information in the environment, machine vision systems can determine the robot’s position and the location of surrounding obstacles. This allows robots to move and perform tasks safely in complex environments.
Benefits of Machine Vision
Machine vision technology brings many benefits and advantages, including:
Improved production efficiency and quality
Machine vision enables fast, accurate, and consistent detection processes through automated visual inspection and analysis. This significantly improves production efficiency and reduces human errors and the number of defective products.
Reduced labor costs
Using machine vision systems reduces reliance on manual labor and inspection, thereby lowering labor costs. Machine vision can replace humans in tedious, repetitive, and intricate tasks, freeing up human resources for more valuable work.
Real-time monitoring and feedback
Machine vision systems can provide real-time monitoring of key parameters and indicators in the production process. They can promptly detect issues and provide feedback, helping manufacturers take appropriate measures to ensure product quality and production efficiency.
Data analysis and optimization
Machine vision systems generate a large amount of image data and related information. By analyzing and mining this data, manufacturers can gain deep insights into the production process and product quality, enabling optimization and improvement.
Future Trends in Machine Vision
Machine vision is an evolving field, and several trends are shaping its future development:
Deep Learning and AI
Deep learning algorithms, particularly convolutional neural networks (CNNs), have revolutionized machine vision by significantly improving image recognition and analysis capabilities. As AI technologies continue to advance, machine vision systems will become more intelligent, adaptive, and capable of handling complex visual tasks.
Edge Computing and Embedded Vision
The growing demand for real-time and low-latency processing is driving the adoption of machine vision systems at the edge. Edge computing, combined with embedded vision technology, allows image processing and analysis to be performed directly on the devices or sensors, reducing the need for data transmission and enabling faster response times.
3D Vision and Depth Sensing
The integration of 3D vision and depth sensing technologies is expanding the capabilities of machine vision systems. Depth information provides valuable additional data for tasks such as object recognition, pose estimation, and scene understanding. It enables machines to perceive and interact with the environment more effectively.
Integration with Robotics and Automation
Machine vision plays a vital role in vision guided robotics and automation systems, enabling robots to perceive, navigate, and manipulate objects in their environment. As robots become more prevalent in various industries, the integration of machine vision with robotics will continue to advance, leading to more sophisticated and capable automation solutions.
Human-Machine Collaboration
Machine vision technologies are increasingly being used to enhance human-machine collaboration in industrial settings. These systems assist human operators by providing real-time feedback, guidance, and quality control, resulting in improved productivity and reduced errors.
Augmented Reality (AR)
Machine vision has applications in AR, enhancing immersive experiences by overlaying virtual objects onto the real world or creating virtual environments based on real-world scenes. Machine vision enables object recognition, tracking, and gesture recognition, enabling more natural and interactive AR experiences.
Conclusion
Machine vision is a rapidly advancing field with diverse applications and exciting future prospects. As technology progresses, machine vision systems are becoming more intelligent, versatile, and integrated into various industries, leading to increased automation, efficiency, and productivity. This ongoing development empowers industries to streamline processes, optimize workflows, and enhance quality control. The integration of machine vision with AI and IoT further amplifies its capabilities, enabling learning, real-time monitoring, and interconnected operations. With reduced costs and increased accessibility, machine vision is automating tasks, reducing errors, and shaping the future of technology-driven sectors. Embracing machine vision enables businesses to stay ahead, unlock innovation, and drive growth in a competitive landscape.
Machine Vision FAQs
Can machine vision systems adapt to different environmental conditions?
Machine vision systems can adapt to different environmental conditions. Proper configuration and tuning allow the systems to maintain stable and reliable detection and analysis even in varying lighting, background, and object conditions.
What are the advantages of machine vision in medical diagnosis?
Machine vision applications in medical diagnosis can assist doctors in performing more accurate image analysis and diagnosis. It provides real-time image guidance and precise localization, supporting surgical procedures and treatment decisions.
What considerations are important for integrating and deploying machine vision systems?
During the integration and deployment of machine vision systems, it is important to consider compatibility with existing equipment and workflows, as well as the stability and reliability of the system. Testing and debugging are crucial steps to ensure proper system functioning.